克拉管設備廠家?guī)私饪死芘c波紋管的區(qū)別
發(fā)布時間:2018-10-17 09:53
1.克拉管 (HDPE纏繞B型管)
產(chǎn)品名稱:高密度聚乙烯(HDPE)纏繞增強管(纏繞增強管)(下稱:克拉管)
采用標準:克拉管管材必須符合GB/T19472.2-2004規(guī)定的B型結構壁管;
連接方式:克拉管采用承插式電熔連接方式的纏繞管材
。
主要原料:采用無毒無害的高密度聚乙烯(PE)
、聚丙烯(PP)波紋管為骨架管的頂級管材
,混合一定比列色母料進行科學均勻配比。
HDPE高密度聚乙烯雙壁波紋管是指:
產(chǎn)品名稱:高密度聚乙烯(HDPE)雙壁波紋管(下稱:PE雙壁波紋管)
;
采用標準:PE雙壁波紋管管材必須符合GB/T19472.1-2004規(guī)定的B型結構壁管
;
連接方式:PE雙壁波紋管鏈接方式為緊力型承插式填料連接。
主要原料:以高密度聚乙烯或硬聚氯乙烯樹脂為主要原料
2.1克拉管的生產(chǎn)工藝流程:
高密度聚乙烯纏繞加強管采用高密度聚乙烯為原料
,在熱熔度狀態(tài)下通過纏繞成型工藝制成
,并在熱態(tài)未脫模前,通過滾動風冷方式冷卻
,管道逐步散熱
,壁厚均勻
。HDPE纏繞增強管采用承插式電熔連接,管道兩端在生產(chǎn)時被加工成承口和插口
,并在承口端嵌入電熔絲,在管道連接時
,只需接入電源即可完成焊接
,并且可以使管系統(tǒng)實現(xiàn)零滲漏。
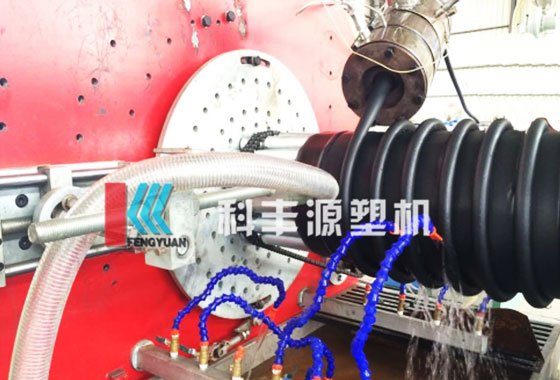
1)纏繞:熱態(tài)纏繞成型工藝
,熔融狀態(tài)的HDPE平料帶及包覆PP的圓形加強筋同步纏繞在加熱到預定溫度的鋼模上。
克拉管設備克拉管的生產(chǎn)工藝流程之纏繞
2)切削:管材承
、插端口按加工到標準尺寸
。
克拉管的生產(chǎn)工藝流程之切削
3)脫模:管材從模具上脫離。
克拉管的生產(chǎn)工藝流程之脫模
4)修形:使外觀平滑規(guī)范
。
克拉管的生產(chǎn)工藝流程之修行
5)電熔絲預埋:管材承口內壁埋入電熔絲。
克拉管的生產(chǎn)工藝流程之電熔絲預埋
6)產(chǎn)品檢驗:檢測產(chǎn)品外觀
、尺寸
,確保合格產(chǎn)品出廠。
2.2PE雙壁波紋管的生產(chǎn)線工藝流程:
由于PE雙壁波紋管多是大口徑型規(guī)格
,擠出成型用原料較多,所以一般廠家都采用雙螺桿擠出機(平行或錐形雙螺桿擠出機均可應用)
,PE雙壁波紋管成型過程主要經(jīng)過管材成型
,管材切斷和擴口等三個工藝流程,具體如下
1)管材成型工藝流程:
混合篩后粉料-向擠出機上料-擠出機加熱塑化-擠出機頭分流-壓縮成雙層薄壁管狀-在模塊與定徑套間由壓縮空氣吹漲-內外壁成型-冷卻水次序卻定型-連續(xù)牽引管材脫模
2)管材切斷工藝流程:
成型機勻速出管-切割機夾具卡緊并同行-切割刀盤旋轉并進刀-切割管材-刀盤復位-夾具松開復位-小車回位等待下一指令
。